
رفع خطاهای رایج در پرینت سهبعدی (عیبیابی سریع)
رفع خطاهای رایج در پرینت سه بعدی
پرینت سهبعدی یکی از جذابترین فناوریهای ساخت است که به طراحان و هنرمندان اجازه میدهد ایدههایشان را به جسم واقعی تبدیل کنند. با این حال، دنیای پرینت سهبعدی خالی از چالش نیست. مشاهده یک چاپ شکستخورده بعد از ساعتها انتظار، برای هر کسی ناامیدکننده است. خوشبختانه، اکثر این خطاها الگوهای مشخصی دارند و با کمی دانش فنی بهراحتی قابل حل هستند. در این مقاله به بررسی سریع و راهکارهای عملی برای رفع رایجترین مشکلات پرینت سهبعدی میپردازیم.
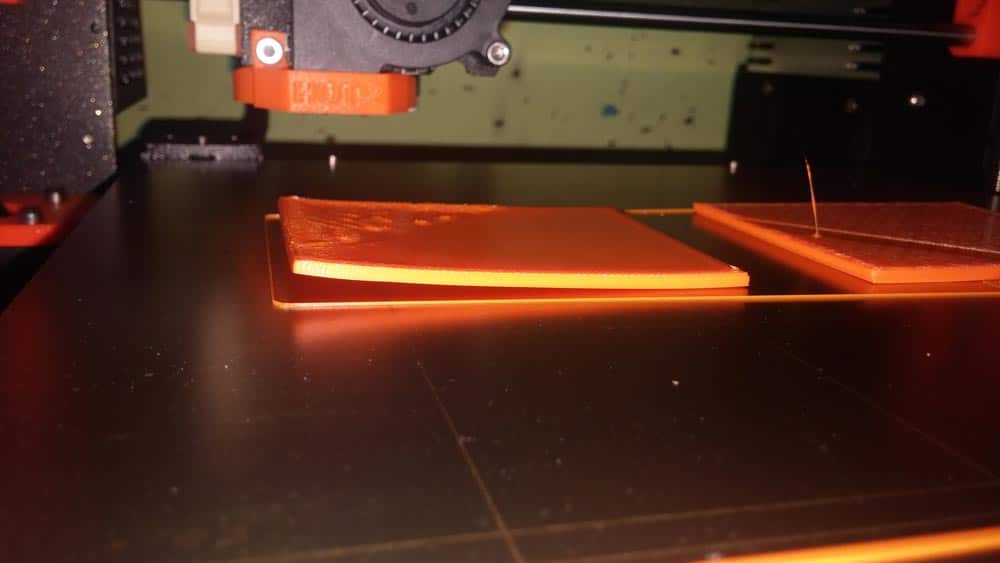
۱. جدا شدن قطعه از صفحه ساخت (Warping & Bed Adhesion)
یکی از شایعترین مشکلات، بلند شدن گوشههای مدل از صفحه چاپ است.
- علت: دمای نامناسب صفحه، تراز نبودن صفحه (Leveling) یا کثیف بودن سطح کار.
راهکار:
- صفحه را با الکل ایزوپروپیل کاملاً تمیز کنید.
- از چسب ماتیکی یا اسپریهای مخصوص چسبندگی استفاده کنید.
- دمای صفحه را طبق دستورالعمل فیلامنت خود (مثلاً برای PLA حدود ۶۰ درجه) تنظیم کنید.
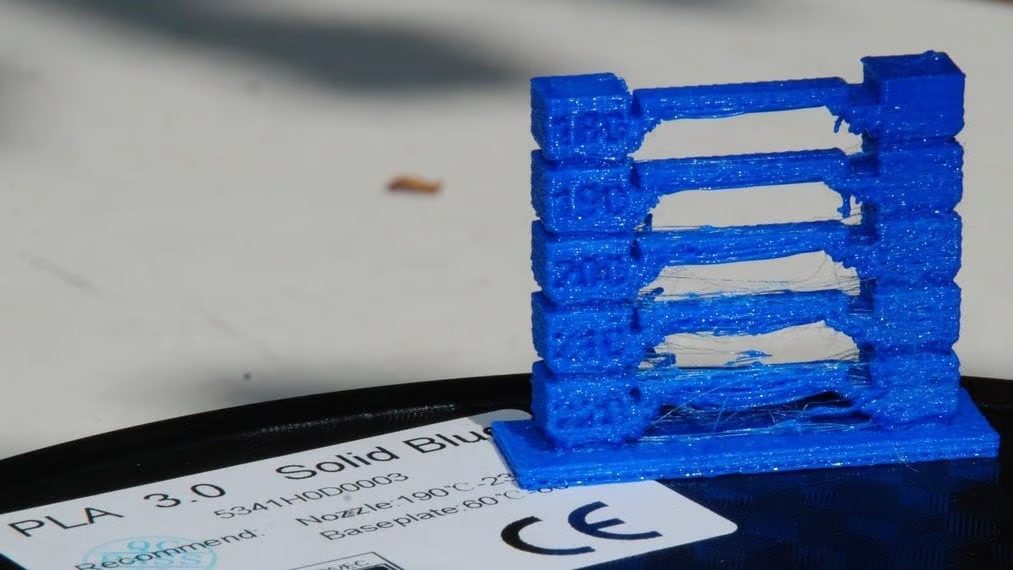
۲. رشتهرشته شدن یا “تار عنکبوتی” (Stringing)
وقتی نازل از یک نقطه به نقطه دیگر حرکت میکند، مقدار کمی پلاستیک باقی میماند که باعث ایجاد تارهای نازک میشود.
- علت: تنظیمات اشتباه «Retraction» (عقبکشیدن فیلامنت) یا دمای بیش از حد نازل.
راهکار:
- مقدار Retraction Distance و Speed را در نرمافزار اسلایسر افزایش دهید.
- دمای نازل را ۵ تا ۱۰ درجه کاهش دهید.
۳. ایجاد لایه در نرفته یا درز (Layer Shifting)
ناگهان لایههای مدل در یک راستا جابجا میشوند و انگار قطعه در حال سر خوردن است.
- علت: شل بودن تسمهها (Belts) یا برخورد نازل با قطعه به دلیل تابخوردگی.
راهکار:
- تسمههای محور X و Y را چک کنید و مطمئن شوید که سفت هستند.
- پیچهای اتصال موتورهای استپر را بررسی کنید.
۴. پر نشدن کامل لایهها (Under-Extrusion)
مدل شما متخلخل است یا لایههایی از آن عملاً چاپ نشدهاند.
- علت: گرفتگی نازل (Nozzle Clog) یا تنظیم نادرست قطر فیلامنت در اسلایسر.
راهکار:
- نازل را با سوزن مخصوص یا روش Cold Pull تمیز کنید.
- مطمئن شوید که قطر فیلامنت در اسلایسر درست تنظیم شده باشد (معمولاً ۱.۷۵ میلیمتر).

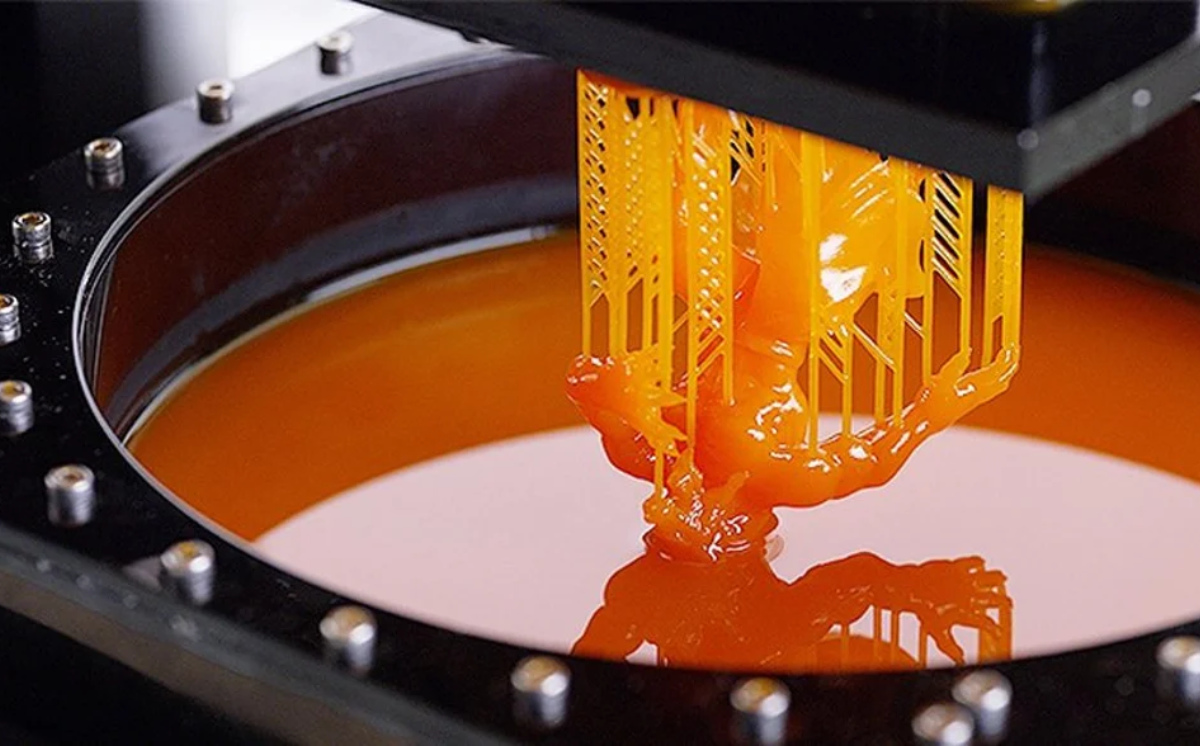
۵. مشکل «Overhang» یا ریزش لایههای معلق
وقتی مدل شما بخشهای معلق در هوا دارد، لایهها میریزند و ظاهر مدل زشت میشود.
- علت: عدم استفاده از تکیهگاه (Support).
راهکار:
- در نرمافزار اسلایسر، گزینه “Generate Support” را فعال کنید.
- سعی کنید مدل را طوری جهتدهی کنید که زاویههای تند کمتری داشته باشد.
چکلیست طلایی برای عیبیابی سریع
قبل از شروع هر پرینت جدید، این سه مورد را چک کنید تا ۸۰٪ مشکلات از بین برود:
- تراز بودن صفحه (Bed Leveling): فاصله نازل با صفحه باید به اندازه یک کاغذ A4 باشد.
- کیفیت فیلامنت: فیلامنت نمکشیده باعث حباب و خرابی میشود؛ آن را در جای خشک نگه دارید.
- تمیزی نازل: همیشه بعد از چاپهای طولانی، از تمیز بودن خروجی نازل مطمئن شوید.
نتیجهگیری
پرینت سهبعدی ترکیبی از هنر و علم مهندسی است. خرابیهای اولیه بخشی از مسیر یادگیری هستند و نباید شما را دلسرد کنند. با شناخت این خطاهای رایج و بررسی سیستماتیک دستگاه خود، میتوانید به نرخ موفقیت بسیار بالایی در پروژههایتان دست پیدا کنید. پیشنهاد میکنیم همیشه یک «لاگبوک» یا دفترچه یادداشت داشته باشید و تنظیمات هر چاپ موفق را در آن ثبت کنید تا برای پروژههای بعدی از آنها الگو بگیرید.






دیدگاه خود را بنویسید